A porfestő üzemünk jelenleg kiépítés alatt áll.
Üzembehelyezés Október második felében történik.
A nagyfokú automatizáltság az állandó, jó minőségű felületkezelést és porfestést biztosítja.
Jelenleg a cégünknél alkalmazott porfestés és felület kezelés megfelelt az iskola és irodabútor gyártás előírásainak. A profilunk bővítése érdekében egy teljesen új porfestő üzem kialakítása van folyamatban van, mely megfelel a mai kor követelményeinek. A jó minőségű porfestés alapkövetelménye a munkadarabok megfelelő előkezelése, felület tisztítása. Ezt hivatott biztosítani a telepítendő folyamatos üzemű szórókoszorús előkezelő berendezés. A porfestő üzem 100%-ban PLC vezérelt lesz. A bevonatképzési paraméterek minden esetben naplózásra kerülnek, melyekről jegyzőkönyvet tudunk kiállítani. A beállított paraméterek nyomonkövethetőek és utólag ellenőrizhetőek.
Debrecen közelében lévő derecskei üzemünkben vállaljuk sorozatban gyártott alkatrészek felületkezelését a lehető legkorszerűbb körülmények között.
Munkadarab méretek
Festendő munkadarab maximális mérete: 2500 x 900 x 1700 mm
Festendő munkadarab maximális tömege: 150 kg
Üzemrészünkben az alábbi berendezésekkel rendelkezünk:
Feladata a munkadarabok felületének porszóráshoz történő előkészítése, megfelelő tapadás, időtállóság biztosítása. A szórás 1-1,5 bar nyomáson történik, ez a nyomás a munkadarabok hidromechanikai tisztítását biztosítja. Az automatikusan adagolt vegyszerek a munkadarabok vegyi kezelését, jelen esetben zsírtalanítását-vasfoszfátozását-passziválását biztosítja. Az így kezelt felület kiváló tapadást biztosít a porfesték számára, és egyben megnöveli a munkadarabok korrózióállóságát is.
1. kabin: Zsírtalanítás-vasfoszfátozás. (50±5 °C hőmérsékleten)
Előkezelés után a munkadarabok áthaladnak az automatikus hőmérséklet szabályzású gázfűtésű szárító-
alagúton. A keringtetett levegő hőmérséklete 100-110 °C. A felfűtést sötét sugárzó biztosítja. Be- és kimeneti légfüggönnyel.
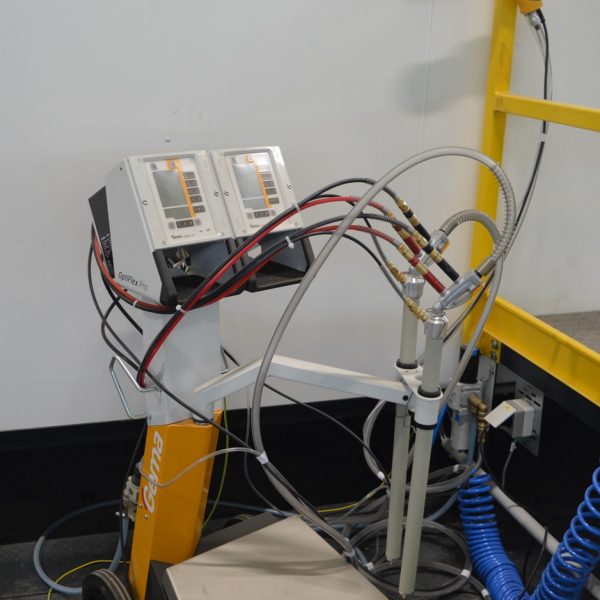
Porfestő kabin
Kézi müködtetésű kétoldalas, ciklon leválasztós, filteres utószűrős kabin, mozgatható pódiumon.
A szürőegységek beépítésével a porvisszanyerés 99,8% hatékonysággal történik, igy csökkentve a környezeti terhelést is. A rendszer alkalmas a gyors szinváltásra, mely műhelykörülmények között 12-15 perc időtartamot vesz igénybe.
A kétoldali porszórást Gema OptiFlex® Pro porfestő berendezés biztosítja.
Gázfűtésű beégető kemence
Feladata a polimerizációs folyamat véghezvitele az előzetesen festékporral egyenletesen bevont alkatrészeken. A beégetés időtartama 15-30 perc, a keringtetett levegő hőmérséklete 180-200 °C.
Szakaszos üzemű automata szennyvízkezelő és felületkezelő-folyadék előkészítő rendszer:
Az előkezelő berendezés működése során keletkező öblítővizek és koncentrátumok kezelés nélkül nem
engedhetők a városi csatornahálózatba. Ezért egy szennyvíz előtisztító berendezés telepítése is szükséges.
A berendezés automatikus pH szabályzás és mérés segítségével automatikusan kezeli a szennyvizeket.
Felsőpályás konvejor:
A porszóró sor folyamatos üzemű anyagmozgató rendszerébe felsőpályás konvejor került kialakításra. A konvejor, a felfüggesztett munkadarabokat automatikusan, folyamatosan, állandó sebességgel viszi keresztül a technológiai állomásokon. A pálya sebessége 0.5-1 m/perc sebesség között változtatható.
Vezérlés Siemens TIA portállal
A TIA (Totally Integrated Automation) portál a technológia paramétereket naplózza, kinyomtatási lehetőséget biztosítja. Érintőképernyős kijelzőn a teljes folyamat nyomon követhető. Kijelzésre kerültek az üzemállapotok, technológiai paraméterek, hibajelentések, beavatkozást igénylő események, szenzor állapotok.
A kivitelezés a Knipl Kft. partnerünk segítségével jöhetett létre.
Kedves Látogató! Tájékoztatjuk, hogy a honlap felhasználói élmény fokozásának érdekében sütiket alkalmazunk. A honlapunk használatával ön a tájékoztatásunkat tudomásul veszi. Az „Összes elfogadása” gombra kattintva hozzájárul az ÖSSZES süti használatához. Azonban felkeresheti a "Beállítások" menüpontot, és ellenőrzött hozzájárulást adhat.
Ez a webhely cookie-kat használ, hogy javítsa az élményt a webhelyen való böngészés során. Ezek közül a szükségesnek minősített sütiket az Ön böngészője tárolja, mivel ezek elengedhetetlenek a weboldal alapvető funkcióinak működéséhez. Harmadik féltől származó cookie-kat is használhatunk, amelyek segítenek elemezni és megérteni, hogyan használja ezt a webhelyet. Ezek a cookie-k csak az Ön hozzájárulásával kerülnek tárolásra a böngészőjében. Lehetősége van arra is, hogy leiratkozzon ezekről a cookie-król. De ezen cookie-k némelyikének letiltása hatással lehet a böngészési élményére.
Necessary cookies are absolutely essential for the website to function properly. These cookies ensure basic functionalities and security features of the website, anonymously.
Cookie
Duration
Description
cookielawinfo-checkbox-analytics
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics".
cookielawinfo-checkbox-functional
11 months
The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional".
cookielawinfo-checkbox-necessary
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary".
cookielawinfo-checkbox-others
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other.
cookielawinfo-checkbox-performance
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance".
viewed_cookie_policy
11 months
The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data.
Functional cookies help to perform certain functionalities like sharing the content of the website on social media platforms, collect feedbacks, and other third-party features.
Performance cookies are used to understand and analyze the key performance indexes of the website which helps in delivering a better user experience for the visitors.
Analytical cookies are used to understand how visitors interact with the website. These cookies help provide information on metrics the number of visitors, bounce rate, traffic source, etc.
Advertisement cookies are used to provide visitors with relevant ads and marketing campaigns. These cookies track visitors across websites and collect information to provide customized ads.